How Each Technology Works
Fused Deposition Modelling (FDM) — also called Fused Filament Fabrication (FFF) — extrudes heated thermoplastic through a nozzle, depositing layers on a build plate. The nozzle moves in the X and Y axes while the build plate moves along the Z axis, building the part upward. Most entry-level printers sold in Canada today use this method.
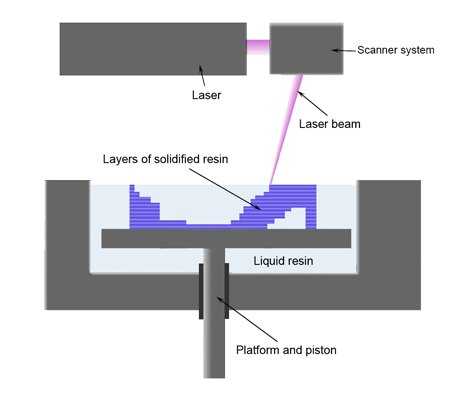
Stereolithography (SLA) works by exposing a UV-sensitive liquid resin to a controlled light source — either a laser or a masked LCD panel. Each layer is cured in one exposure pass, and the build platform lifts the part out of the resin vat as it builds. The result is significantly finer surface resolution compared to most FDM printers at equivalent price points.
Cost Comparison
FDM printers start at roughly CAD 200–350 for entry-level models capable of producing functional parts. Mid-range printers in the CAD 500–900 range typically include auto-bed levelling and direct-drive extruders, which reduce common print failures. Filament costs approximately CAD 25–40 per kilogram, and a 1 kg spool is sufficient for dozens of small repair parts.
SLA printers have fallen in price considerably. Basic units from brands such as Elegoo and Anycubic are available in the CAD 250–400 range. However, the ongoing cost of resin is higher — typically CAD 45–80 per litre — and resin yield per volume is lower than FDM filament for most shapes. Additionally, SLA requires isopropyl alcohol or a dedicated wash station for part cleaning, adding to the initial setup cost.
| Factor | FDM | SLA |
|---|---|---|
| Entry printer cost (CAD) | $200 – $350 | $250 – $400 |
| Consumable cost | $25–$40/kg filament | $45–$80/L resin |
| Layer resolution | 0.1–0.3 mm typical | 0.025–0.05 mm typical |
| Build volume (entry) | 220×220×250 mm typical | 130×80×165 mm typical |
| Post-processing required | Minimal | Washing and UV curing |
| Odour / ventilation | Low (PLA) | Significant (resin fumes) |
| Material variety | High (PLA, PETG, ABS, TPU, etc.) | Limited (standard, flexible, castable resin) |
Print Quality Differences
FDM prints show visible layer lines on curved surfaces. For functional repair parts — brackets, clips, replacement knobs — this is rarely a problem. For objects where surface finish matters, such as display models or parts that fit inside a smooth housing, the layering can require sanding or priming.
SLA prints have much smoother surfaces out of the machine. Fine features, text embossed on surfaces, and thin walls reproduce accurately. However, SLA parts made from standard resins are more brittle than FDM parts in PLA or PETG. For structural or load-bearing repair applications, FDM typically produces more durable outcomes.
Practical Considerations in Canadian Homes
Ventilation
FDM printing with PLA produces minimal fumes and is generally considered safe in a well-ventilated room. PETG and ABS emit more volatile compounds and benefit from enclosures with filtered exhausts. SLA resin fumes are more significant: uncured resin contains reactive monomers that require adequate airflow. Operating an SLA printer in a closed basement or interior room without ventilation is not recommended, particularly during Canadian winters when windows stay shut.
Temperature Stability
FDM print quality improves when ambient temperature is stable. Drafts or cold air near the printer can cause layer separation in materials like ABS or ASA. Some users place their printers in enclosures — sometimes built from IKEA Lack tables or plywood boxes — to maintain a consistent temperature. This is more relevant in homes with radiant heating or in garages.
Where to Source Supplies
PLA and PETG filament is available from Canadian retailers including Amazon.ca, Canada Computers, and Filaments.ca (a Canadian-based supplier). Resin can be ordered from similar sources, though shipping restrictions on liquids by air means some products take longer to arrive in remote postal codes. Always confirm that the supplier ships to your province, as some items have restricted shipping to certain regions.
Which Technology Suits Which Tasks
- Replacement clips, brackets, cable holders, drawer handles: FDM with PLA or PETG is sufficient and produces durable parts.
- Plumbing fittings (non-pressurised): FDM with PETG can produce temporary or low-stress fittings. Pressure-bearing applications require professional parts.
- Display models, miniatures, decorative pieces: SLA produces better surface detail where appearance matters.
- Flexible gaskets or vibration dampers: FDM with TPU (flexible filament) is the appropriate choice.
- Electronic enclosures and prototypes: FDM with PLA or PETG is standard practice in hobbyist and semi-professional prototyping.
Open-Source Printer Designs
The RepRap project, originating in the UK, produced a series of open-source FDM printer designs that influenced most consumer printers available today. Many components in current entry-level FDM printers trace their design lineage to RepRap's Mendel and Prusa designs. This open-source heritage means replacement parts for many popular printers are themselves printable on a working unit — a practical advantage for long-term maintenance.

Image: RepRap Mendel90, an open-source FDM printer design. Source: Wikimedia Commons (CC BY-SA 3.0).
Updated: June 12, 2026